Our Manufacturing Process
Six production stages One competent process
During this journey, we aim at helping our clients define their objectives and find the best strategies to achieve them. We enjoy creating a safe atmosphere of support where our clients are sure their requests are satisfied. We consider this our success.
Designing and Manufacturing
our Molds
The design is the core of the entire production chain.
Our technicians have valuable experience and excellent know-how, and for this reason the molds are designed following our cutomers’ demands. Thanks to our innovative technologies, we are able to give our clients concrete support in order to achieve the best solutions, and conquer market challenges together. This journey is organised in three stages:
- Study and development of the tools needed to create the product. Modelling and designing carried out with CAD 3D systems, supported by D-FMEA for specific monitoring.
- Creation of the tool stages with CAM systems, supported by a virtual simulator;
- Mold design is carried out using simulation software tools for injection filling.


We also produce die-casting molds for different kinds of aluminium alloys for third parties. We work in several sectors: automotive, industrial electronics, home appliances, mechanical applications and lightings. Dimensions up to 1800×1500 mm.
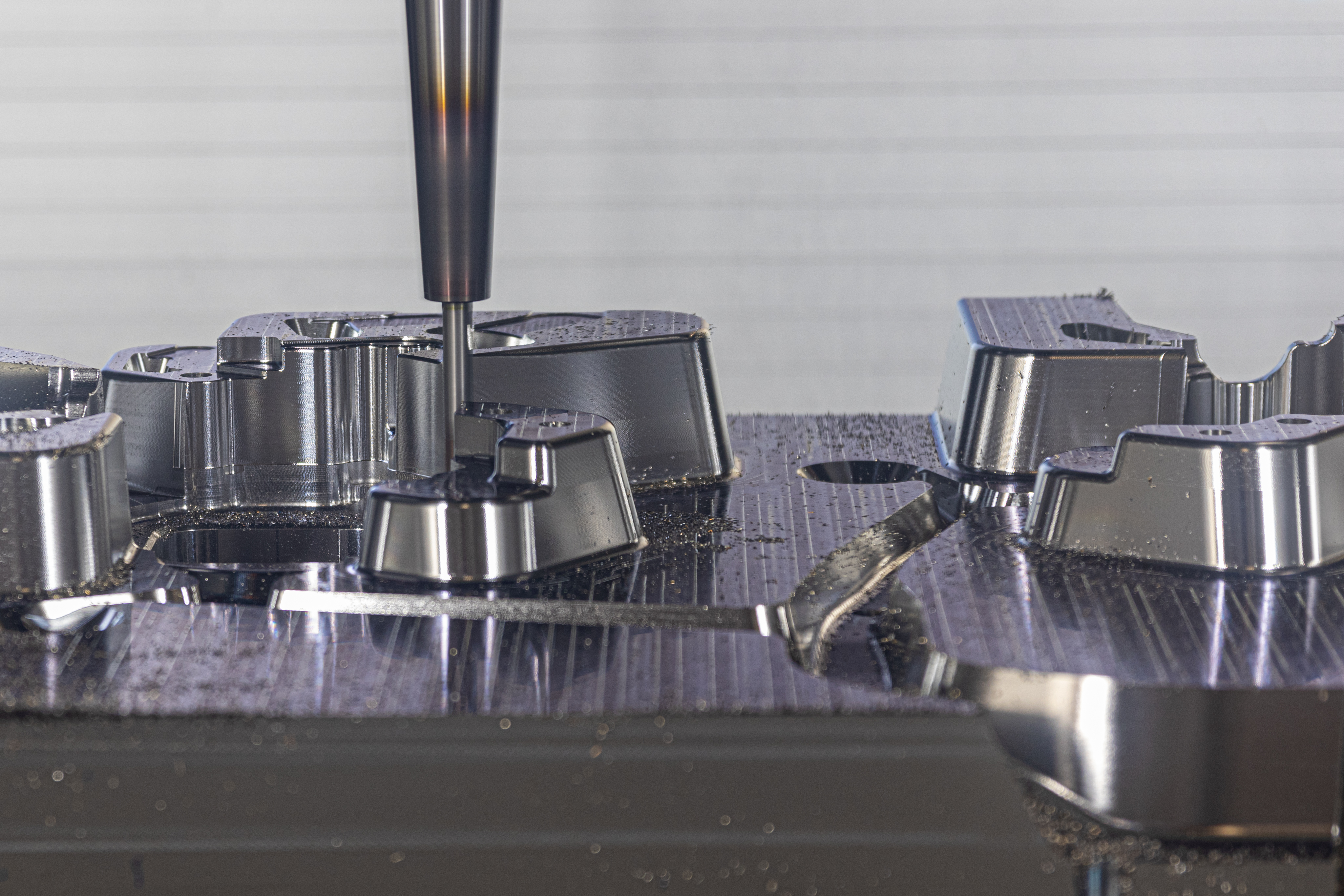
Our mechanical department is equipped with:
- C.N. state-of-the-art machines, up to 6 axis
- Processing centres
- Milling machines
- Electro-erosion machines
- Lathes
- Grinding machines
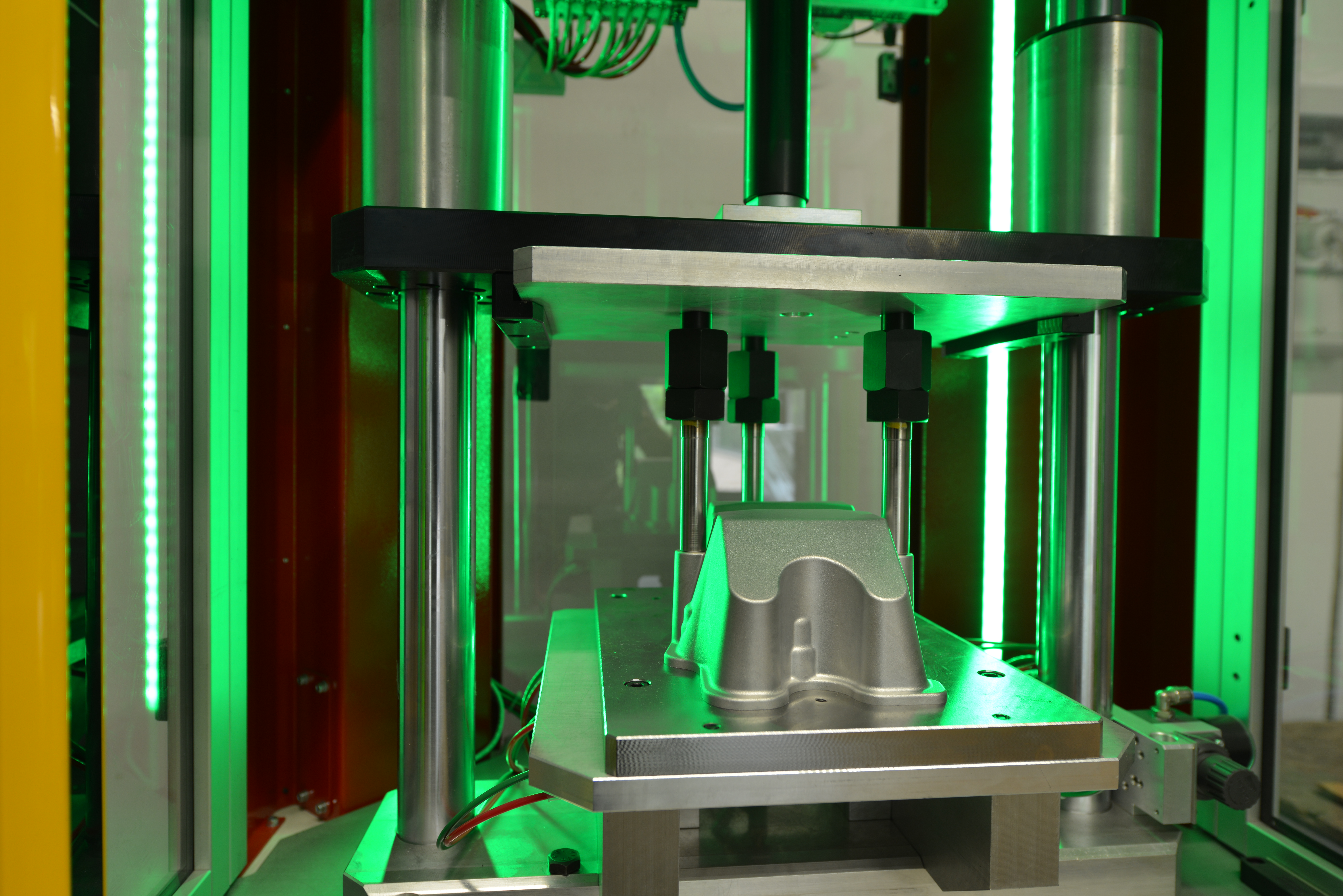
- Presses for mould testing
All the machines are connected to networks with CAM systems.
Die-casting
Our company carries out aluminium alloy die-casting. We use centralised melting ovens for fusion, and degassing processing for alloy treatment. We also have holding furnaces at the presses from 280 to 850 Tons with loaders, grease pumps and robots which extract the parts.
Molds sized from 300x250x200 mm to 900x800x950 mm are used for applications with surface finishes and mechanical processing (from 20 to 4000 gr). Furthermore we have a vacuum die-casting installation to force the discharge of the porosity of the casted part.
-
FURNACES
Thanks to a specific area with 3 furnaces of different capacities, To-Press can handle different kinds of high pressure die casting alloys, both standard and customized:
- EN AB – 43400 — EN AB-Al Si10Mg(Fe),
- EN AB – 43500 — EN AB-Al Si10MnMg,
- EN AB – 44100 — EN AB-Al Si12(b),
- EN AB – 44300 — EN AB-Al Si12(Fe)(a)
- EN AB – 44400 — EN AB-Al Si9Mg,
- EN AB – 44500 — EN AB-Al Si12(Fe)(b),
- EN AB – 46000 — EN AB-Al Si9Cu3(Fe),
- EN AB – 46100 — EN AB-Al Si11Cu2(Fe),
- EN AB – 46500 — EN AB-Al Si9Cu3(Fe)(Zn),
- EN AB – 47100 — EN AB-Al Si12Cu1(Fe),
- 5075 MG — Al Si 9 Cu (…)
All the aluminum die-casting special alloys are treated to reach optimal results during the process before being used, in order to guarantee the best performances.
-
PRESSES
The To-Press foundry has a department of automatized machines:
Horizontal cold chamber die-casting machine MAICO 280 Ton
Horizontal cold chamber die-casting machine MAICO 350 Ton
Horizontal cold chamber die-casting machine MAICO 430 Ton
Horizontal cold chamber die-casting machine MAICO 500 Ton
Horizontal cold chamber die-casting machine MAICO 850 Ton
Molds with dimensions up to 900 X 800 X 950 mm and a maximum jet weight of 4,000 grams can be used.
All the presses are connected to the company network. In this way all the production stages and collected monitoring data are checked in real time. The production capacity is constantly monitored through a control software in order to maintain a high level of efficiency to guarantee the agreed delivery time. -
Cutting
To-Press has a cutting department with vertical presses from 20 to 40 Tons, where de-burring requested by our clients takes place. In this way we can guarantee a complete service to our customers, thanks to specific trimming tools, accurately designed by our technical staff.
-
MOLDS MAINTENANCE
The company also has an internal mold maintenance department that checks conformity, performs ordinary maintenance and cleans molds that are stocked in a specific storehouse.





Cutting-die
To-Press has a cutting department with vertical presses from 20 to 40 Tons, where de-burring requested by our clients takes place. In this way we can guarantee a complete service to our customers, thanks to specific trimming tools, accurately designed by our technical staff.

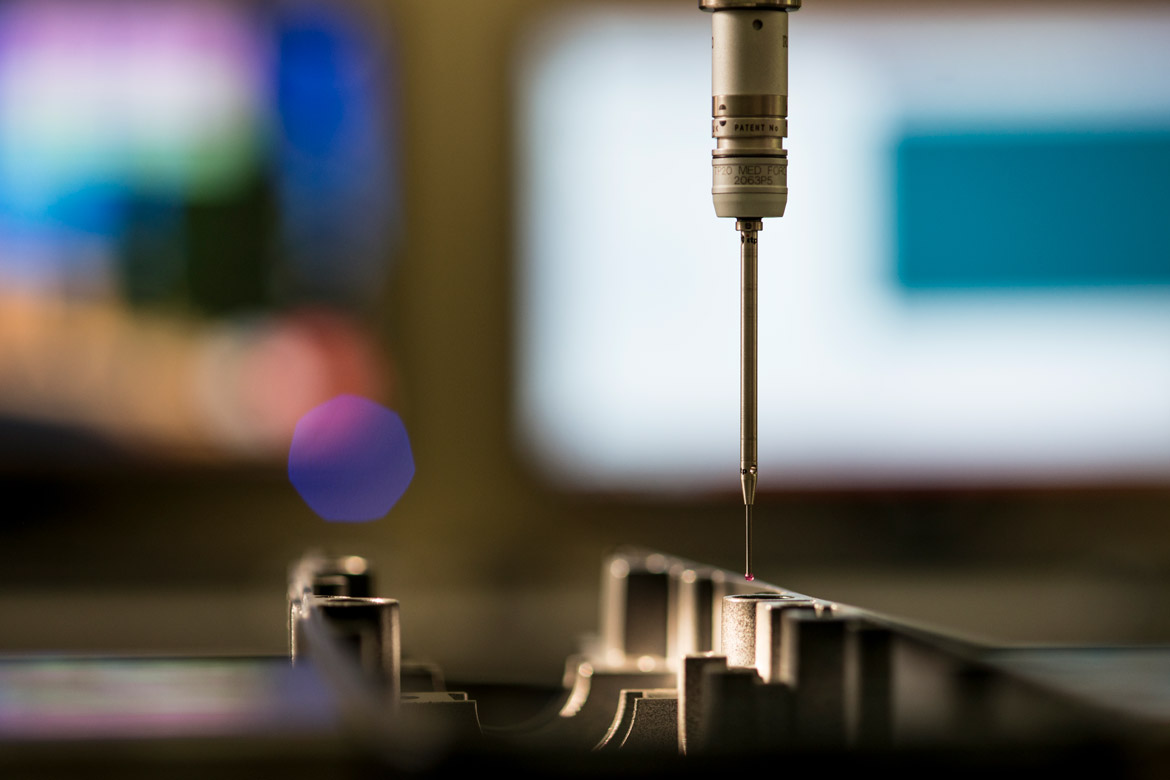
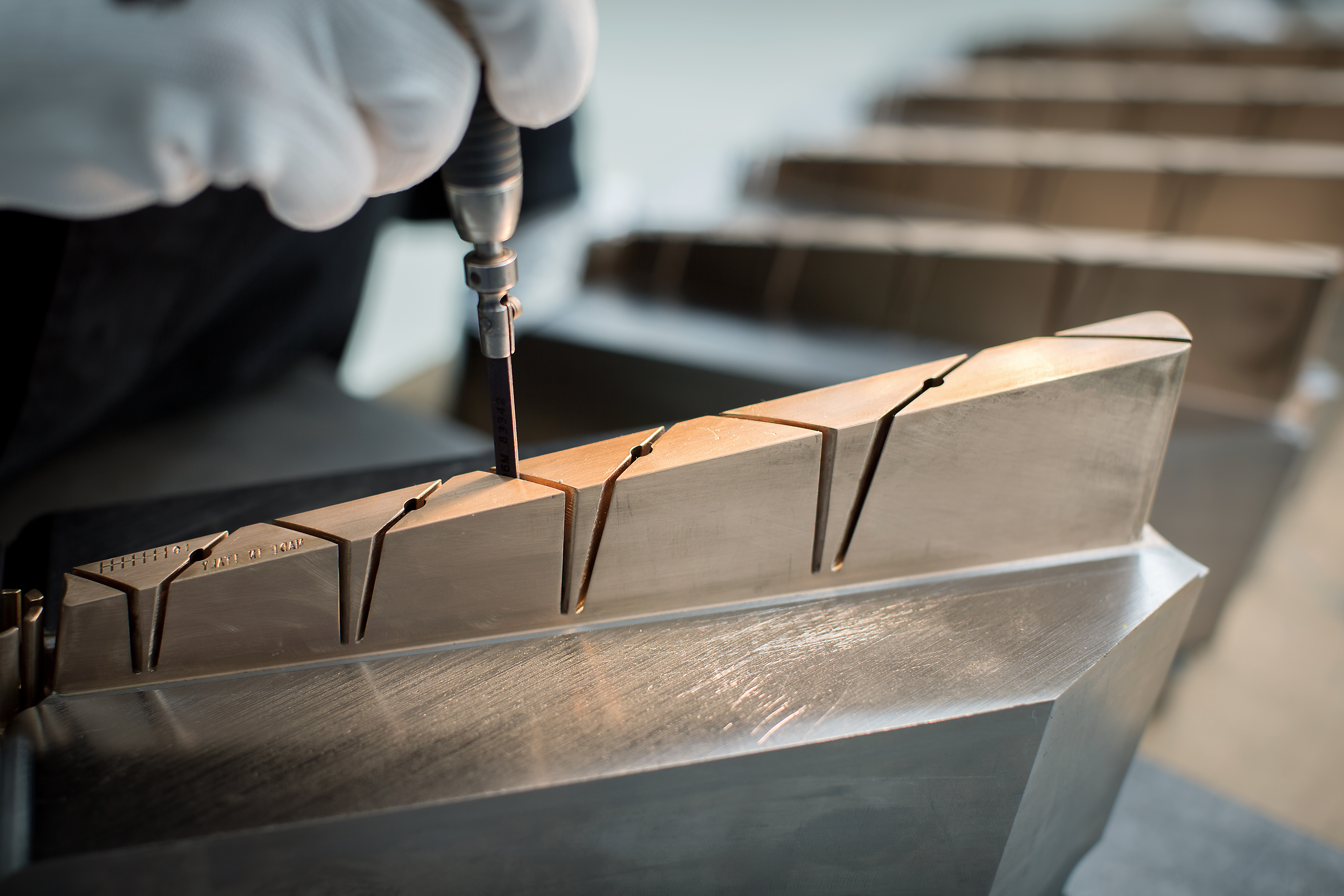
Quality control
In the Quality Control department, we verify, inspect and supervise the production in process in the foundry. We check the input materials from our suppliers both of surface finishes and of mechanical processings and the goods that are ready to be delivered.
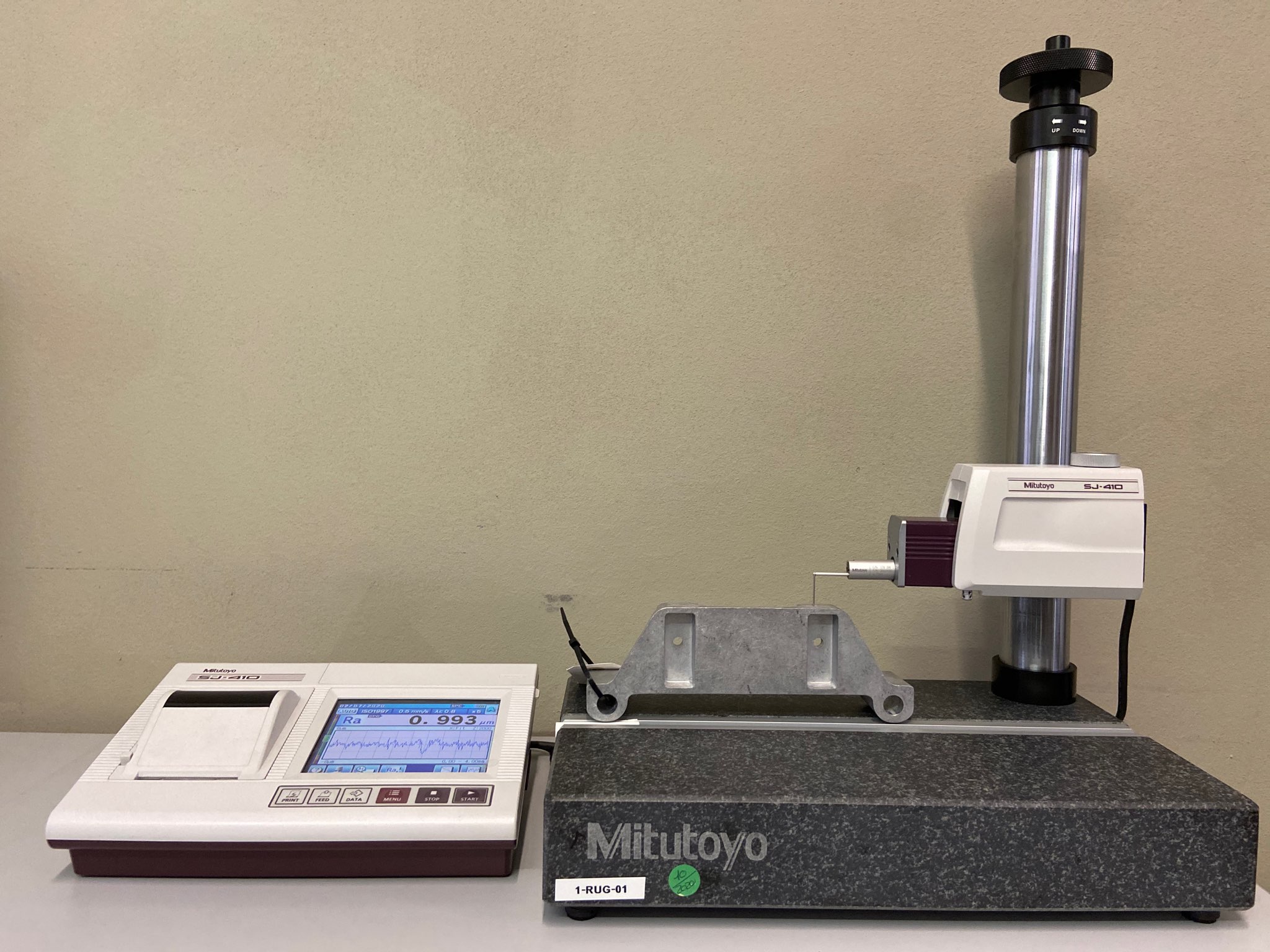
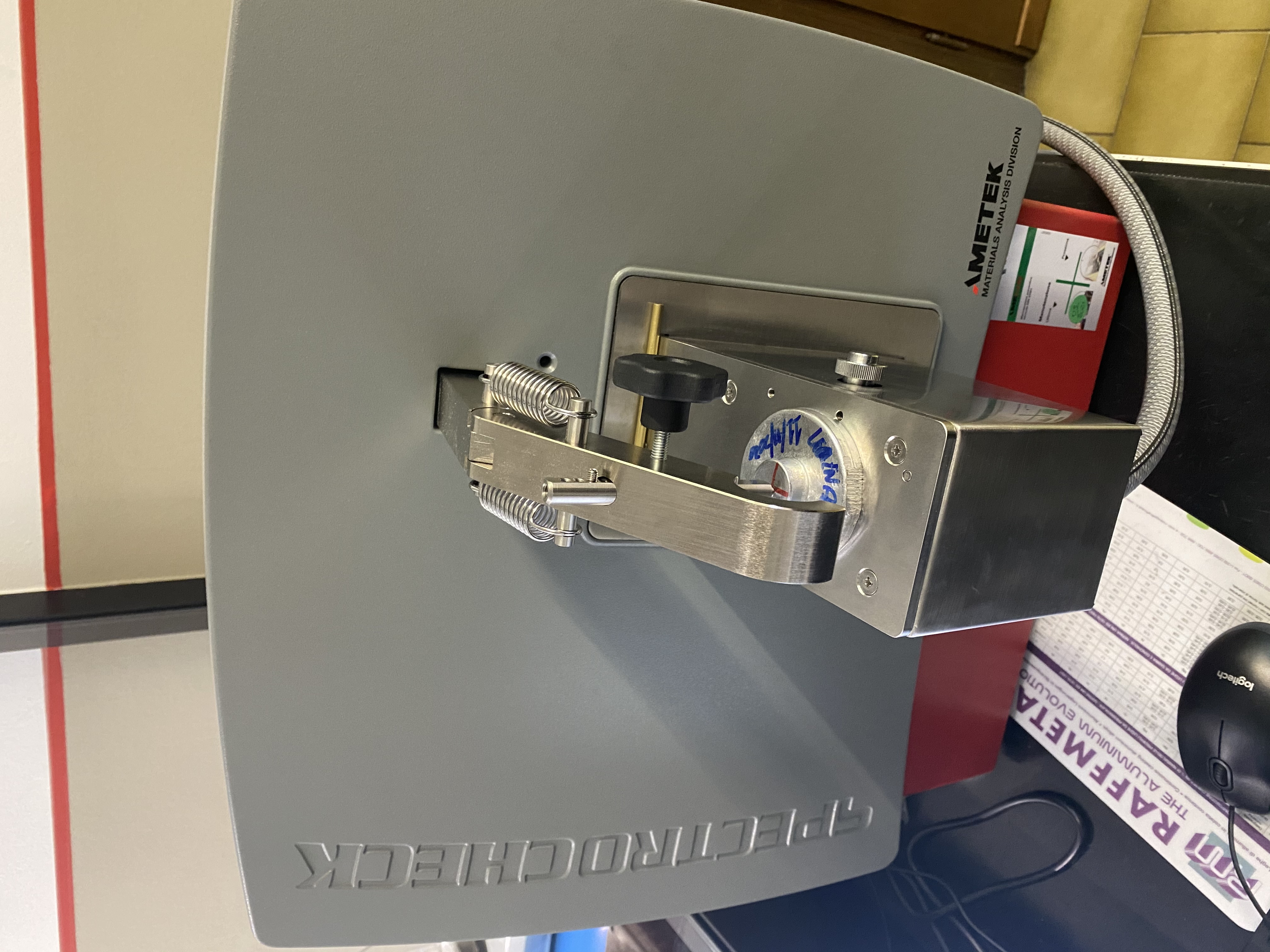
Our collaborators of the Quality Control department use the following measurement tools:
- Three-dimensional measuring machine,
- X-ray Bosello at the cutting edge with ASTM E505 incorporated,
- Leakage-test air-pressure machine,
- Vacuum test and density verification of the aluminum with electronical balance,
- Spectrometer for alloy EN AB/EN AC analysis,
- Surface roughness measuring instrument Mitutoyo,
- Thermal camera for process controls,
- Calibre, micrometers, bore gauges, control panels, etc.
If our clients require testing that needs measurement instruments not available in To-Press, this can be carried out by an external laboratory certificated ISO 17025 to comply to the requirements such as contamination and metallurgical tests.